 ネットワーク
ネットワーク 国内拠点
国内拠点 海外拠点
海外拠点 販売ネットワーク
販売ネットワーク 代表ごあいさつ
代表ごあいさつ 事業内容
事業内容 会社概要
会社概要 沿革
沿革 CSR
CSR SDGsへの取り組み
SDGsへの取り組み 採用情報
採用情報 募集要項
募集要項 職場風景
職場風景2023.11.28
カーボンニュートラルを追求する低融点ソルダペーストの役割と可能性

カーボンニュートラルを追求する低融点はんだペーストの役割と可能性 1. カーボンニュートラルの重要性と現在の課題の概要 1-1.なぜカーボンニュー
2023.11.28
カーボンニュートラルを追求する低融点はんだペーストの役割と可能性 1. カーボンニュートラルの重要性と現在の課題の概要 1-1.なぜカーボンニュー
2023.6.5
■はんだの濡れ性と「高濡れ」について 溶融した液体のはんだが、基板上のパターンや部品の端子表面に広がる現象を「濡れ」といいます。液体を固体の表面に乗せると、液体と固体それぞれの特性に応じて、液体が一
2023.6.5
■低融点はんだとは・・・ 一般的に多く使用されている鉛フリーはんだの組成はSAC305(Sn/3Ag/0.5Cu)が主流となっており、融点は217~219℃です。現在
2023.6.1

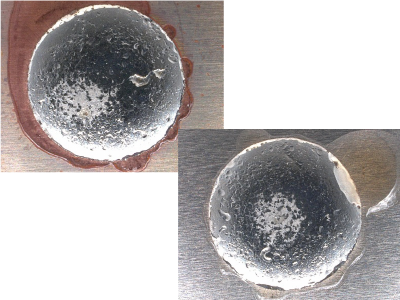
■ボイドとは・・・ ボイドとは、はんだ接合部内の空隙で、発生要因として 「気泡」、「はんだ不濡れ」、「気泡排出不良」があります。 ボイドには下記の種類があります。はんだ組織中のボイド
2023.5.24

■リフトオフとは・・・ 主にスルーホール実装で、はんだの凝固収縮によって発生する接合部の剥離現象です。 フィレットリフティングとも呼ばれます。リフトオフには下記に示
2023.4.5
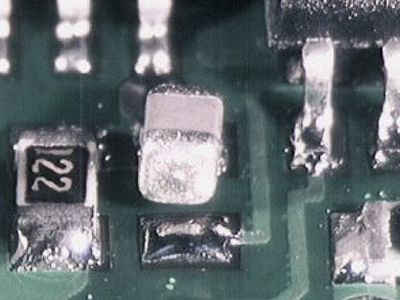
■ツームストーンとは(チップ立ち、マンハッタン現象)・・・ ツームストーンとは、チップ部品の両端電極のはんだの濡れ、溶融が同時に起こらず、片側の電極に先に濡れたはんだ
2023.4.5
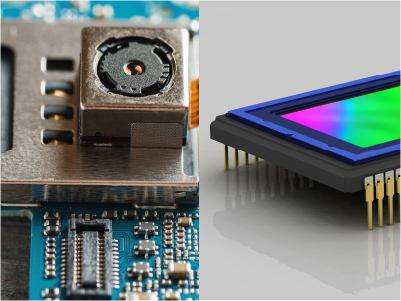
■レーザーはんだ付けとは・・・ レーザー工法では、はんだ付け箇所に一定の熱量を供給することで、はんだ接合部を形成します。 従来のはんだコテを使用した手付けやロボット
2023.3.15
■飛散とは・・・ リフロー時にはんだから発生する飛散物で、はんだ溶融時にフラックスやはんだが飛散し周辺の部品に付着します。コネクタのような部品は接点に付着すると接点不

